Wlewy odlewowe do odlewu filmu
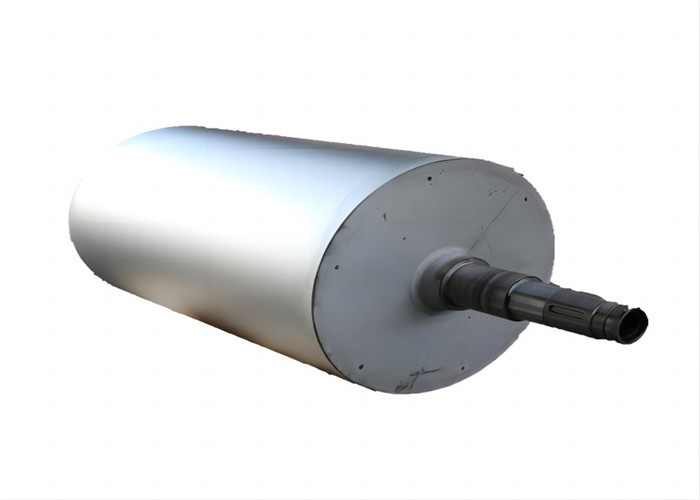
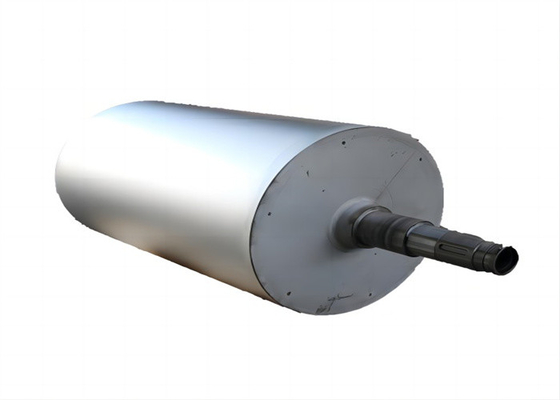
Opis walca odlewnego:
The cast film roller adopts strict European manufacturing standards and undergoes multiple welding and heat treatment processes to ensure that the overall structure of the roller is strong and reliableW celu zapewnienia efektywnego efektu wymiany ciepła, wszystkie kanały przepływu walcówki są specjalnie zaprojektowane w kształcie spiralnej,i natężenie przepływu płynu chłodzącego przez kanały przepływu jest obliczone w celu zminimalizowania błędu temperatury powierzchni walca i poprawy jednolitości temperatury produktuSzczególnie istotna jest dynamiczna dokładność równoważenia rolek stosowanych do odlewania filmów.Dedykowane urządzenia kalibracyjne dynamicznej równowagi na dużą skalę i wiele rozwiązań wykrywania równowagi umożliwiają płynne działanie przy dużych prędkościach.

Charakterystyka walcowania
| Średnica walca |
Φ800-1600 mm |
| cylindryczność i koaksialność walca |
≤ 0,005 mm; |
| powierzchnia walca |
chromu twardego |
| warstwa chromowa |
50 do 80 mm. |
| Błąd temperatury powierzchni walca |
±0,5~1°C; |
| Położona powierzchnia |
lustro, lustro bardzo cienkie, maty/maty, obróbka powierzchni walcowania antyprzylepnej |
| Deformacja ogólna |
< 0,05 mm przy pełnym obciążeniu |
| Dynamiczny balans |
Q=3.2 podczas pracy |
Produkcja wykwalifikowanych filmów odlewanych wymaga nie tylko dostosowania procesu do surowców, ale także opanowania warunków przetwarzania, wśród których temperatura ma większy wpływ na wydajność filmu.Odpowiednia temperatura produkcji wynosi 230-250°C.Noż powietrzny na rolce chłodzącej musi być odpowiednio ustawiony w celu utrzymania równomiernego chłodzenia folii i uniknięcia niestabilnej grubości lub nieprzylegania do rolki, które mogą powodować zmarszczki lub wpływać na jakość wyglądu.wykończenie powierzchniowe rolki chłodzącej, oraz monitorowanie grubości folii za pomocą mierników grubości promieniowania beta lub podczerwieni w celu osiągnięcia zadowalających wymogów grubości.
Materiał: Wybierz wysokiej jakości rurę ze stali 45#, rurę ze stali stopowej, rurę ze stali precyzyjnej itp.
Struktura: Różne konstrukcje konstrukcyjne, takie jak wewnętrzny kanał przepływu spiralnego zbiornika i typ płaszcza
Przetwarzanie: zaawansowany proces obróbki cieplnej, tłumienie i hartowanie, po obróceniu, montażu i innym przetwarzaniu, czerwony rękaw jest podłączany na gorąco i spawany w celu usunięcia aplikacji.
Wytrzymałość, tłumienie, drobne obracanie, drobne szlifowanie i pokrycie, twardy chrom, super drobne szlifowanie, precyzyjne szlifowanie za pomocą amerykańskich ściernych 3M Szlifowane lub szlifowane do matycznego wykończenia.
Parametry: Grubość Ra0,005 (poziom gładkości 14 lub wyższy), brak linii drgań, pasów lub linii grubości.Różnica temperatury chłodzenia lub ogrzewania ≤ ± 1°CPo ugotowaniu twardość powierzchni walca wynosi HRC55~58.
Zastosowanie: PVC, ABS, PP, PT, PE, PC i inne arkusze plastikowe, arkusze, folie, papiery, skóra, metal, tkanina, dekoracja i inne materiały.

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!